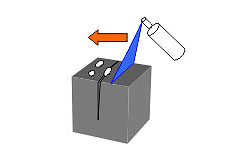
Электрораспыление проявителя
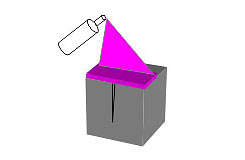
При нанесении проявителя распылением в электрическом поле высокого напряжения резко уменьшается запыленность рабочего места, достигается высокая равномерность нанесения проявителя. Однако этот способ требует специальных проявителей (красок или суспензий). Он основан на взаимодействии электрических зарядов и полей. В этом способе частицам распыляемого материала сообщается электрический заряд, а затем они перемещаются по силовым линиям электрического поля и осаждаются на изделии. При этом изделие либо заземляется, либо ему сообщается заряд, противоположный заряду распыляемых частиц.
Недостатком способа нанесения проявителя в электрическом поле является неравномерность его нанесения на сложнопрофилированные изделия, так как плотность силовых линий, по которым движутся частицы проявителя, выше у кромок и выступающих частей поверхности и близка к нулю на вогнутых участках и в углублениях.
Центробежное распыление с контактной зарядкой производится грибковыми, дисковыми или чашечными распылителями. При подаче проявителя на эти элементы, приведенные во вращение, он будет растекаться тонким слоем. В результате действия центробежных сил и электрических зарядов проявитель будет диспергироваться и перемещаться к поверхности изделия.
При пневматическом электрораспылении с контактной зарядкой заряд сообщается частицам распыляемого материала во время прохождения его через распылители. Пневмоэлектрический способ распыления с контактной зарядкой характеризуется более высокой производительностью по сравнению с электромеханическим и электростатическим распылением.
Пневмоэлектрический способ неэффективен ввиду низкого электросопротивления для проявителей типа ПР-1, ПР-4, ПР-5. Для такого нанесения разработаны специальные проявители на основе этилцеллюлозы и смолы БКМ с гораздо большим удельным сопротивлением.
Применение электрораспыления для нанесения проявителя позволяет при контроле неэлектропроводных изделий не только увеличить производительность, но и повысить чувствительность и достоверность контроля, в частности, путем использования специальных проявителей, содержащих отрицательные ионы. В качестве проявителя используется мел, распыляемый через резиновое сопло. При распылении проявитель электризуется положительно и притягивается к отрицательным ионам в дефекте.
В целом же распыление (особенно его пневмоэлектрический вариант) как метод нанесения дефектоскопических составов на контролируемые поверхности создает необходимые предпосылки для автоматизации процесса. При этом существенно повышается производительность, обеспечивается экономия материала.
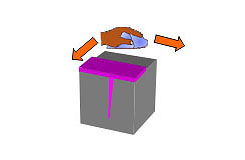
При нанесении проявителя электроосаждением изделие помещается в ванну с проявителем на основе водорастворимого пленкообразователя и подключается к одному из полюсов источника постоянного тока, другой полюс подключается к электродам, размещенным в этой же ванне. Аналогичный процесс используется при нанесении лакокрасочных покрытий.
Наиболее широко распространен анодный вариант нанесения проявителей электроосаждением. При этом на аноде происходит электролиз воды и растворение металла с осаждением покрытия. Толщина осаждаемого слоя пропорциональна плотности тока. При достижении некоторой определенной толщины процесс практически прекращается. Электроосаждение отличается высокой адгезией покрытия, высокой производительностью, хорошей равномерностью покрытия на стенках отверстий и внутренних полостей изделия, возможностью автоматизации процесса. Основные недостатки этого способа следующие: использование только водорастворимых материалов, сложность обеспечения контакта мелких деталей с анодной шиной, применение сложного оборудования и большие производственные площади.