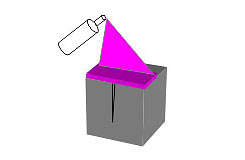
Нанесение порошкового проявителя
Порошковый проявитель может наноситься посыпанием, распылением, припудриванием, из воздушной взвеси и электрораспылением (невысокий уровень чувствительности).
Воздушная взвесь (кипящий слой) создается в камере, где размещен объект контроля. Порошок проявителя распыляют в специальных камерах, создавая его взвесь в виде пылевидного облака. Конструкция камеры обычно такова, что сжатый воздух подается по каналам через дно камеры и порошок, находящийся в камере, как бы «кипит», равномерно обволакивая всю поверхность объекта контроля. Этот способ обеспечивает высокую чувствительность контроля, но осуществим только в стационарных условиях и для контроля сравнительно небольших изделий.
Сухой порошок на гладких вертикальных поверхностях удерживается плохо, что снижает возможность выявления поверхностных дефектов. Недостатком сухого проявителя является также частичная закупорка полости дефекта слипшимися частицами, что затрудняет дальнейшее распространение индикаторной жидкости в слое сорбента. Кроме того, сухой порошкообразный сорбент создает повышенное содержание пыли на рабочем участке, что при массовом контроле затрудняет создание надлежащих условий труда.
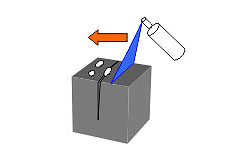
Нанесение порошкового проявителя аэрозольным распылением
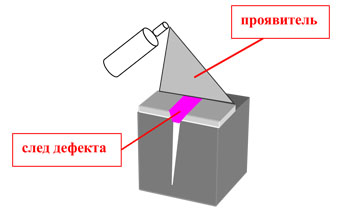
Распыление заключается в нанесении проявителя с помощью струи воздуха, фреона, инертных газов или механическим способом с использованием краскораспылителей. Оно обеспечивает наиболее высокую чувствительность контроля за счет равномерности толщины слоя проявителя даже на изделиях сложной формы. Однако распыление струей газа связано с большими потерями проявителя (20...40 % и более) вследствие туманообразования, а также требует установки мощной системы вентиляции и очистки воздуха.
Электрораспыление, осуществляемое струей воздуха или механическим способом в электростатическом поле, обеспечивает равномерность слоя проявителя, на 30...70 % уменьшает его расход по сравнению с пневматическим распылением, позволяет резко улучшить санитарно-гигиенические условия труда, повысить его производительность и даже полностью автоматизировать процесс.
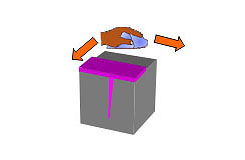
Наклеиванием наносят проявитель в виде липкой ленты. Неоспоримое достоинство этого способа – возможность документирования результата контроля. В качестве основы для документа используется лента, снимаемая с детали после проявления. Способ требует высокой чистоты обработки поверхности контролируемого изделия для полного прилегания адсорбирующего слоя ленты.
Пленку можно наносить и в жидком виде. Она полимеризуется на контролируемом изделии и после проявления снимается с поверхности. Такой проявитель может быть приготовлен, например, из синтетической смолы путем растворения ее в низкомолекулярном растворителе. Для уменьшения хрупкости получаемой пленки в раствор целесообразно вводить пластификатор.