Вакуумный и компрессионный способы
Вакуумный способ
Сущность вакуумной пропитки состоит в том, что заполнение полостей дефектов осуществляется при давлении воздуха в полостях дефекта ниже атмосферного. Известны три способа пропитки под вакуумом. Первый состоит в том, что детали помещают в вакуумную камеру, а индикаторную жидкость заливают в емкость, соединенную с вакуумной камерой трубкой с вентилем. В камере создают разрежение 300–1300 Па, а затем открывают вентиль. При этом жидкость заполняет емкость с деталями в камере. Затем устанавливают атмосферное давление и выдерживают заданное время пропитки.
При втором способе детали в ванночке помещают на дно вакуумной камеры, а индикаторную жидкость – в резервуаре над деталями. Резервуар соединяют с ванночкой при помощи трубки с запорным вентилем, выведенным наружу. При вакуумировании газы, растворенные в индикаторной жидкости, интенсивно выделяются и вспенивают её. Затем жидкость заливают в ванночку и осуществляют пропитку.
При третьем способе жидкость в ванночке ставят на дно ванной камеры, а детали подвешивают над ванночкой. С помощью наружного приспособления детали можно опускать в ванночку. Камера вакуумируется, детали опускаются в емкость и выдерживаются нужный промежуток времени.
Компрессионный способ
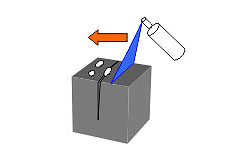
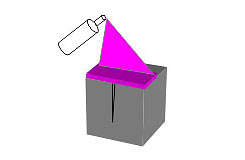
Он заключается в заполнении полостей дефектов индикаторным пенетрантом при воздействии на него избыточного давления. При этом способе на изделие наносится пенетрант и оно помещается в герметичную камеру, где создается избыточное давление. Пенетрант заходит в дефекты под действием сил капиллярного и избыточного давления.
Недостатком вакуумного, а также и компрессионного методов является использование сложных и громоздких установок. Кроме того, в вакууме неизбежно вместе с воздухом осуществляется откачка летучих компонентов индикаторных жидкостей, что, естественно, изменяет их физико-химические свойства и может ухудшить результаты контроля.